SMT故障排除
SMT故障處理(SMT / SMD問題和解決方案)- SMT不是零缺陷焊接過程。問題會發生,但解決辦法就在那裏。
SMT故障排除會一直在那裏。SMT不是零缺陷焊接工藝。問題會發生,但解決辦法就在那裏。
表麵貼裝技術,和其他SMD焊接而且印刷電路板組裝工藝不是零缺陷焊接工藝。總會有一些或其他缺陷,在任何電子PCB組裝在兩者通孔和SMT.
在這裏,我將討論一些最常見的故障和SMT缺陷的原因,以及可能的解決方案和故障排除。

目錄:
SMT常見故障處理
- 焊料球
- 錫珠
- 橋接
- 開放——不足
- 墓碑效應
- 未熔化的錫膏
- 過度的魚片
- 衰退
- 去濕
- 打擾聯合
- 橙剝皮
焊料球-問題及解決辦法
可能的原因:

焊錫球=無數微小的焊錫球滯留在助焊劑殘留的外緣
焊球問題的解決方法:
- 檢查刮板壓力
- 檢查墊圈是否正確
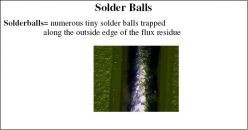
焊錫球=無數微小的焊錫球滯留在助焊劑殘留的外緣
- 打印前檢查清潔溶劑是否完全蒸發

氧化漿的問題與解決方法
可能的原因
- 膏體運輸是冷藏的嗎?
- 漿糊在熱的地方呆了很長時間嗎?
- 舊漿糊退回罐子了嗎?
- 罐子打開後放回冰箱了嗎?
- 合金對氧化敏感嗎?
解決方案:
- 在相同的條件下運行不同批次的新膏體,看看焊錫條是否消失。
可能的原因
- 刮膠壓力太高
- 模版和紙板之間的漿糊被擠出來
解決方案:減小刮刀壓力
可能的原因:
- 印刷後膏體幹燥
- 什麼是指定的粘貼時間?
解決方案:用新漿糊運行PCB,看問題是否消失
可能的原因:
- 上坡太慢了回流配置文件
解決方案:運行推薦配置文件,看問題是否存在
可能的原因:
- 氣流剖麵上升過快
解決方案:運行一個較慢的斜坡配置文件,使揮發物蒸發
焊錫珠-問題和解決辦法
可能的原因:

焊錫珠:零件旁邊的焊錫球
- 回流氣流剖麵緩慢上升
- 毛細管作用將未回流的膏體從襯墊拉到組件下麵的某處,它在那裏回流並形成從組件下麵的焊錫珠。
解決方案:以每秒1.5到2.5攝氏度的速度快速上升。
可能的原因:
- 元件焊盤上錫膏過量
- 模板厚度是多少?
- 光圈變小了嗎?
- 為了一個點分配時間?
解決方案:
- 減小模版孔徑或使用較薄的模版
- 使用更小的針和/或減少在分配器上的清洗時間
可能原因:模版底麵糊了
- 什麼是刮板壓力?
- 模具底麵是否用溶劑清洗,清洗後溶劑是否仍然存在?
- 模板與PCB是否正確對齊?
解決方案:
- 檢查刮板壓力
- 檢查墊圈是否正確
- 打印前檢查清潔溶劑是否完全蒸發
橋接-問題與解決方案
可能的原因:

橋接=焊料從一個元件接觸到另一個元件,導致短路
- 冷下滑
- 印刷後漿料分散,沉積高度降低,表麵增加。
解決方案:
- 檢查膏體粘度,過低的粘度可能導致冷坍
- 檢查打印速度,過快的打印速度會導致漿料剪切,降低漿料厚度
- 檢查室內溫度絲網印刷機,過高的溫度會降低粘度
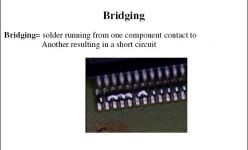
橋接=焊料從一個元件接觸到另一個元件,導致短路

可能的原因:
- 熱衰退
- 在回流曲線的上升部分,膏體是否流動
解決方案:縮短回流井斜升循環時間
可能的原因:
- 在模板底麵粘貼塗抹
- 膏體可以在焊盤區域外,在兩個組件引線之間形成焊錫球,形成橋接
解決方案:減少刮刀,檢查pcb模板對齊和墊片
可能的原因:
- 焊盤上沉積了過多的錫膏
- 當在襯墊上放置組件時,膏體被塗抹出去,並可能形成與相鄰襯墊的橋接
補救措施:
- 減少錫膏的用量
- 提高打印速度
- 減少模具厚度
開放不足-問題和解決方案
可能的原因:

打開和不充分=焊料不足或沒有焊料使引線和焊盤完全結合
- 打印過程中的舀取
- 聚丙烯刮膠板壓力過大可能導致刮膠
補救方案:降低刮刀壓力或使用硬度計類型的刮刀或使用金屬刮刀
可能的原因:模具孔被幹糊堵塞
補救措施:打開孔口,清洗模具
可能的原因:

打開和不充分=焊料不足或沒有焊料使引線和焊盤完全結合
- 焊錫盤上有異物
- 是焊接掩模印在襯墊上?
補救措施:使用其他PCB板
可能的原因:
- 刮刀速度太高
- 漿糊進不了孔
補救措施:降低刮刀速度
可能的原因:錫膏粘度和/或金屬含量過低
補救措施:檢查粘度和金屬含量
墓碑-問題和解決方案

墓碑=芯片類型的組件在組件端受到不相等的力回流後站在一端
可能的原因:不平等的位置貼片電子元件焊盤上的回流焊會導致焊料力不平衡。
解決方案:檢查放置設備是否放置正確。
可能的原因:不相等的散熱片,即PCB層內的接地麵可能會從襯墊吸走熱量。
解決方案:增加浸泡時間(高原)或回流配置,以便所有組件都打開。
未熔化的錫膏-問題和解決辦法
可能的原因:

未熔化的膏體=膏體在回流後呈粉末特征,接縫無光澤。可能隻在某些組件上
- 到冷回流剖麵
- 錫膏不能完全熔化
解決方案:檢查回流曲線,確保峰值溫度和時間高於液體(183 c)足夠高,可以浸泡(高原)足夠長了。
過度圓角-問題及解決辦法
可能的原因:焊盤上沉積了太多的錫膏
解決方案:

未熔化的膏體=膏體在回流後呈粉末特征,接縫無光澤。可能隻在某些組件上
- 如果所有部件都有過量焊料,請減少整體鋼網厚度或減少點膠機清洗時間
- 如果在某些地方發生過量焊料,隻減少鋼網厚度或隻對這些部件分配清洗時間
坍落度問題及解決辦法
寒冷的衰退
可能的原因:膏體粘度要低或金屬含量要低
解決方案:使用不同類型的高粘度或高金屬含量的膏體。Alpha Cookson焊錫膏是最好的。

過多的圓角=接頭的球莖狀外觀,引線的輪廓被焊料的數量所掩蓋
可能的原因:膏體與清潔溶劑或其他外來產品接觸
解決方案:
- 確保清洗後屏幕上沒有溶劑出現
- 永遠不要試圖通過添加一些化合物來恢複膏體
可能的原因:
- 刮膠壓力要高
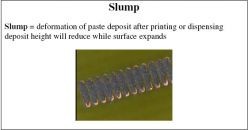
坍落度=印刷或點膠後膏層變形,當表麵膨脹時,沉積高度降低
- 由於施加過大的壓力,膏體發生剪切,膏體中的增稠劑被破壞

解決方案:使用新漿糊,減小刮膠壓力
可能的原因:印刷或調劑時漿料溫度過高
解決方案:
- 檢查打印機內部溫度
- 減少刮刀壓力

坍落度=印刷或點膠後膏層變形,當表麵膨脹時,沉積高度降低
- 配藥時減少注射器壓力

熱衰退
可能的原因:回流曲線上升太慢
解決方案:增加上升溫度,確保每秒鍾上升2攝氏度到3攝氏度
脫濕-問題與補救

脫濕=熔化的焊料與表麵附著不良
可能的原因:
- 表麵有阻礙焊錫附著的有害物質,如焊錫掩膜、指紋或氧化物。
補救方案:
- 先清潔單板
- 使用不同批次的板
可能的原因:

脫濕=熔化的焊料與表麵附著不良
- HAL工藝中的不良合金,即過多的銅會提高HAL合金的熔點
補救方案:
- 提高回流液的峰值溫度
- 使用不同批次的板
關節紊亂-問題和解決方法
可能的原因:振動源:通過傳遞的振動源

異常接頭=通常是明亮和有光澤的合金中的焊料表麵暗淡、粗糙
PCB在液體狀態下的回流剖麵
補救方案:
- 發現並修複振動源
- 調整回流
橙子剝皮-問題和解決方案
可能的原因:

橘皮=焊料外觀暗淡、粗糙,接頭紋理呈橘皮狀
- 峰值區太高
- 殘留物是燒焦或鬆香被烹調
補救方案:
- 低峰值區溫度
可能的原因:
- 在激活溫度和回流溫度之間的溫度暴露時間過長=(取決於合金)
補救方案:

橘皮=焊料外觀暗淡、粗糙,接頭紋理呈橘皮狀
- 縮短浸泡時間或降低浸泡溫度
可能的原因:
- 預熱過高
補救方案:
- 較低的預熱溫度
關於SMT故障排除的最後一句話
我希望您覺得本指南和教程非常有用。請將本文分享給其他人,以便其他人也能從中受益並進行SMT故障排除。





SMT中存在著各種各樣的故障。在這個博客中,我為有缺陷的SMT找到了獨家解決方案。這個博客確實幫助我克服了SMT問題。
我有焊接的問題,似乎不能在網上找到任何信息。我使用的是alpha 0m5100 sn pb ag焊錫膏,膏體是通過模板打印機應用到麵板上,然後組件放置在一個pick和地方,它進入回流烤箱,焊錫看起來ok,直到你在回流過程後強製去除焊接組件,在下麵的焊錫看起來暗淡,灰塵,mate和整體像它沒有融化在裏麵,隻有表麵有光澤。根據我的熱分析烤箱配方符合錫膏規格。我也試過在塗錫膏之前清洗麵板,更換錫膏管到一個新的,調整的力量,膏是用刮板。你有什麼建議可以幫助解決這個問題嗎?
您是否為外觀暗淡的焊點或糟糕的焊點和電氣性能而煩惱?無鉛焊料使焊點看起來暗淡,但你不應該為暗淡的外觀而煩惱。表現會非常出色。如果你使用錫/鉛膏(去除錫),你將得到閃亮的焊點。
我很擔心,因為接頭的外部看起來很閃亮,內部看起來沒有熔化,我們的電氣性能沒有任何問題,但我不確定這種外觀是否正常,因為焊錫膏不是無鉛的,如果這可能代表未來的問題。